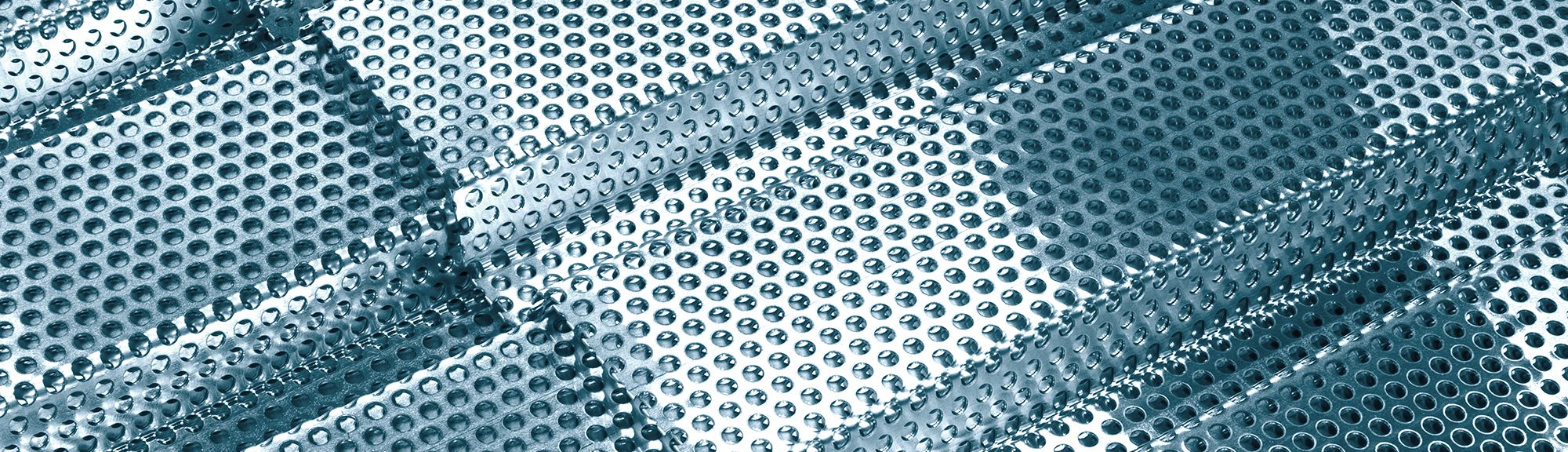
On 28 July 2025, another drum screen was delivered for use in Switzerland. The unit is intended for the treatment of organic waste and is used for the efficient separation of biodegradable waste.
Due to the highly abrasive and corrosive properties of the material to be processed, the screening drum was made entirely of stainless steel. The drum was designed with round perforations of type RV 60-70 in order to meet the requirements of the separation process. Its total dimensions are Ø 1,600 mm with a length of 7,000 mm.
To ensure mechanical stability and durability under high stresses, 6 mm thick sheet metal was used.
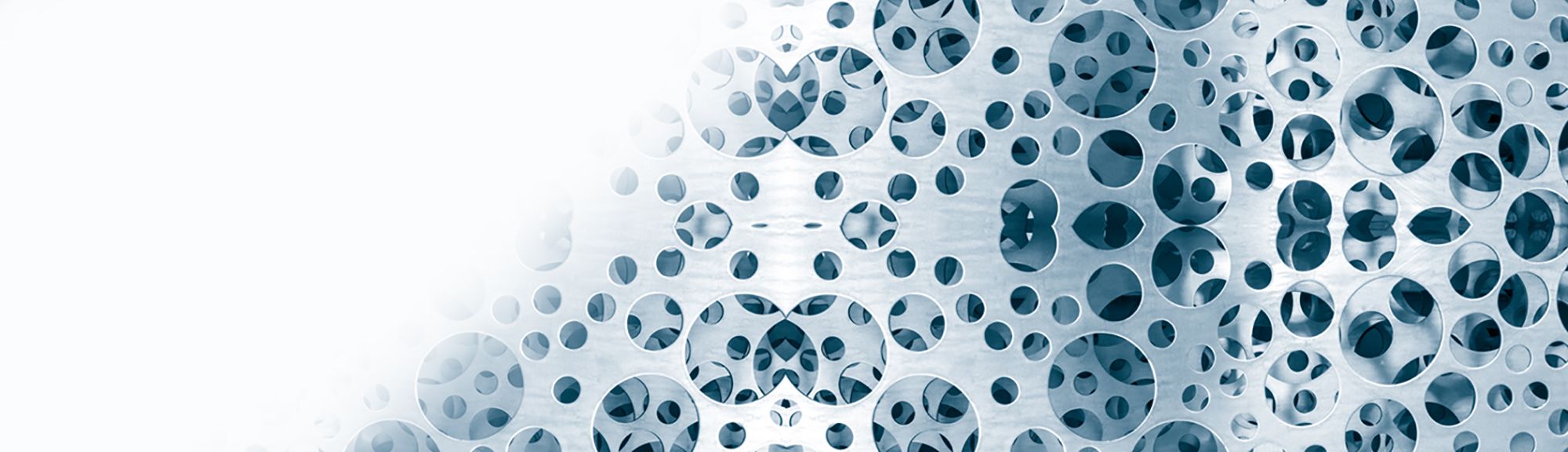
May 2025: Completion of a Hardox 400 screening drum for metal pre-sorting
We are finalising a high-strength screening drum made of Hardox 400 for the efficient pre-sorting of metal products. The drum has circular offset perforations (35/45 mm) and was custom-made. With a diameter of 960 mm, a length of 3,900 mm and 10 mm thick material, it is optimally designed for demanding applications. Equipped with 2 running rings and 2 axial rings, it guarantees durability and stability.
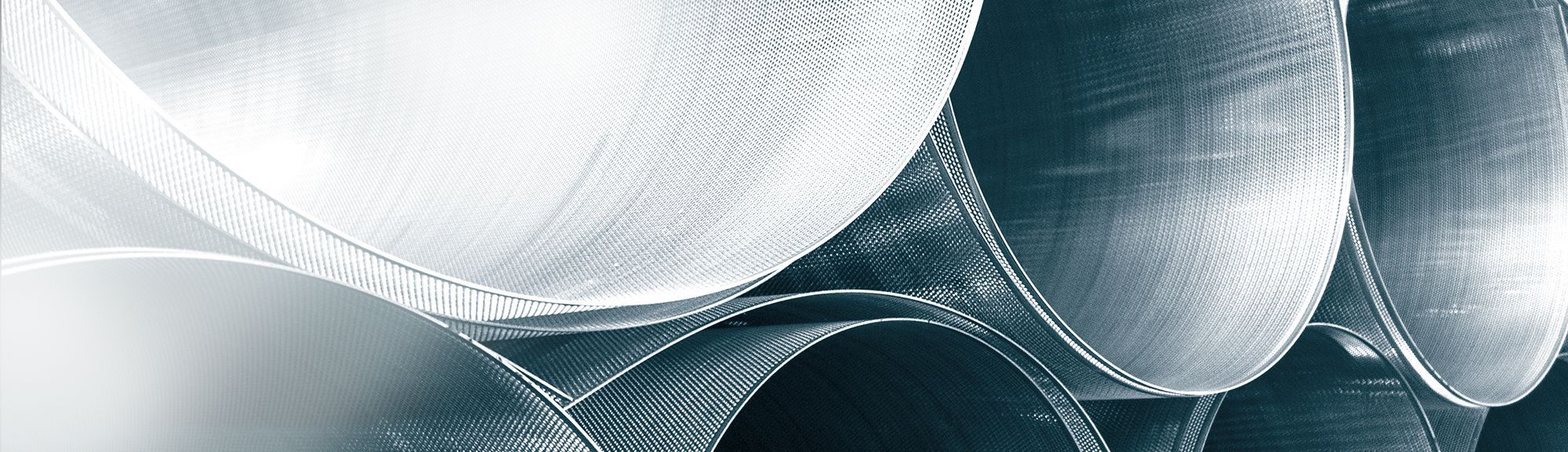
New screening drum for recycling plants nearing completion
On 27 February 2025, we are in the final stages of producing a new screening drum for use in recycling technology. The final components of the integrated screw conveyor are currently being precisely welded into place. The drum has a diameter of 2,250 mm, a length of 9,000 mm and is made of 8 mm thick steel – ideal for demanding continuous operation in modern recycling plants.
In order to further expand our portfolio and to better fulfil the wishes of our customers, a slitting and cut-to-length line was delivered and installed today.
From now on, customised sheets can be produced with very little waste. The machine is also able to foil the required sheets.
It is therefore no longer necessary to keep unusual sheet dimensions in stock, as these can be produced as required.
The sheets can be used immediately for further processing on Trumpf and Amada machines.
The maximum sheet width is 1500 mm and the maximum thickness is 3 mm.
Our subsidiary Preziehs has expanded its machine park with a state-of-the-art shear model M-Shear from Safan-Darley. With this machine it is now possible to realise a cutting length of 4m. This is particularly advantageous in the field of façade construction, where large-area elements are installed, and completes our product range.
The new homepages of our subsidiaries Dillinger Edelstahlverarbeitung GmbH & Co.KG (www.dillingeredelstahl.de) and Preziehs GmbH & Co.KG (www.preziehs.de) are ready and can now be accessed in the new design.