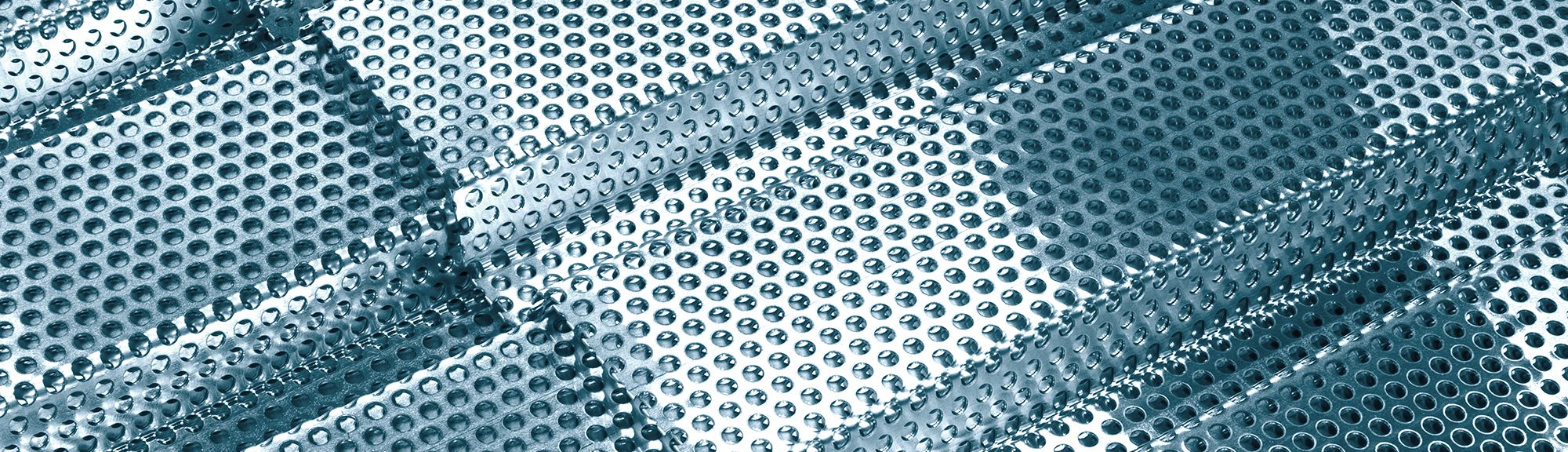
WE PERFORATE AND FOLD
Perforated sheets for balconies, fences and
architecture
Individual solutions, planning reliability
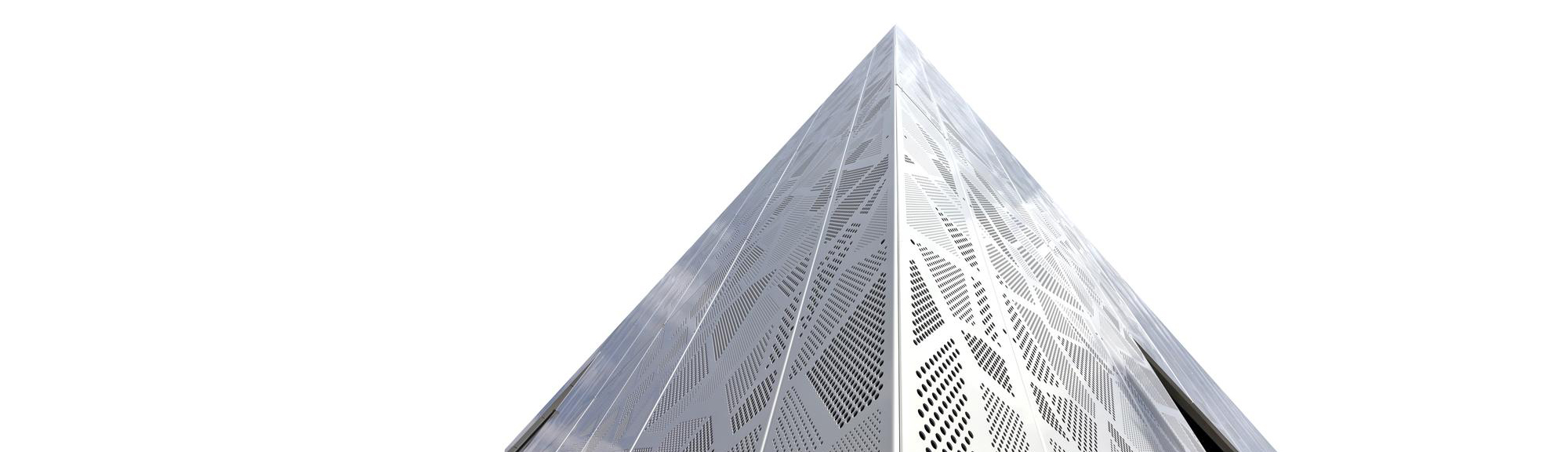
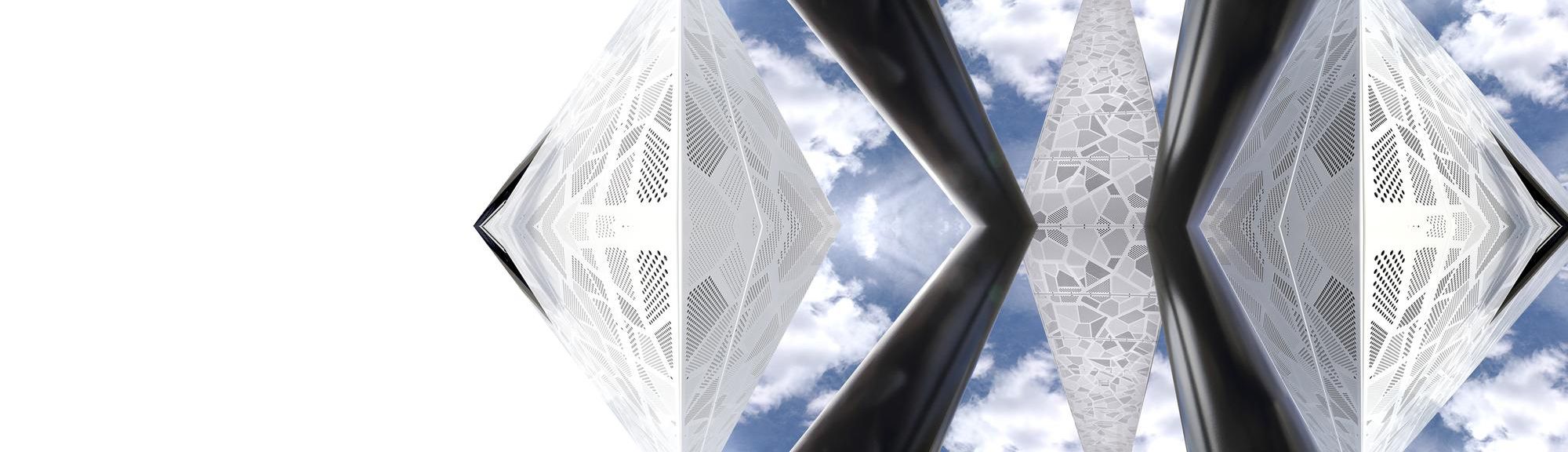
For architects
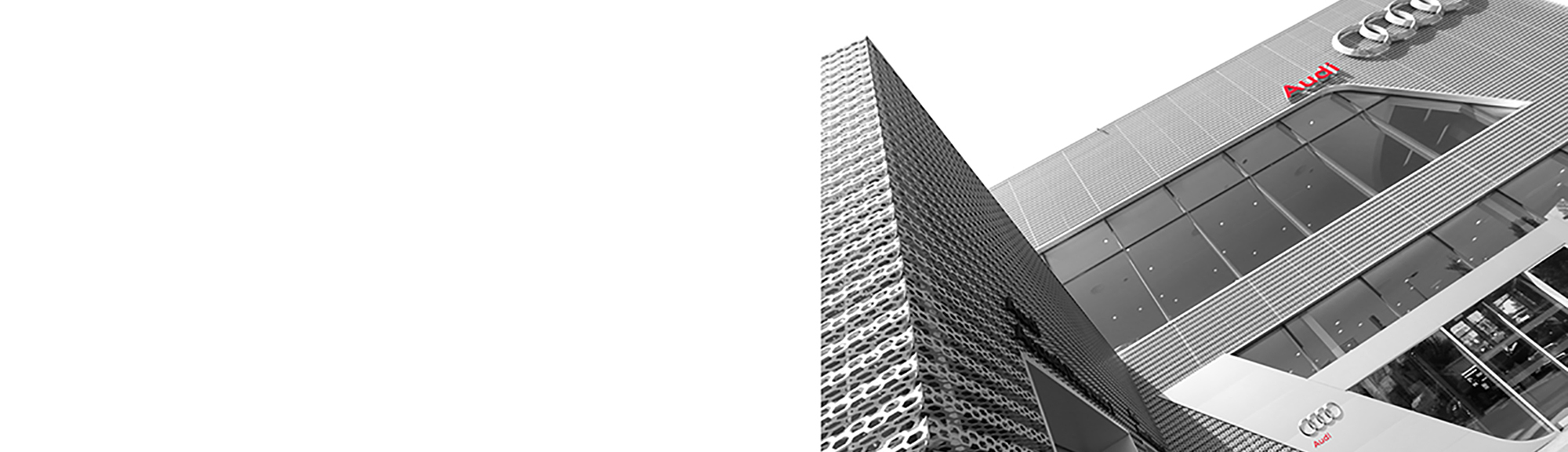
Discover facades, ceilings
and interior design solutions
perforated sheets for architects
Perforated sheeting is sustainable
perforated sheeting helps to reduce
the environmental impact.
perforated plate is innovative
and guarantee ventilation

Perforated sheets are versatile

perforated sheets are stylish
Perforated plate is the future

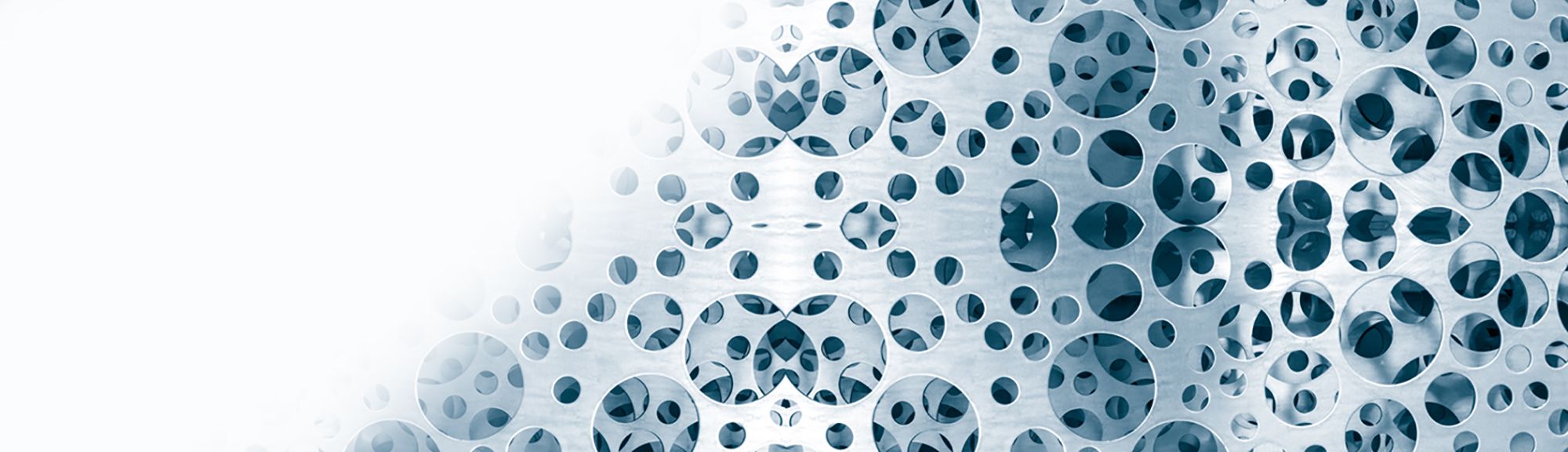
Perforated plate
separated and filtered,
for every need and every task

perforated plate for washing baskets
industrial solutions
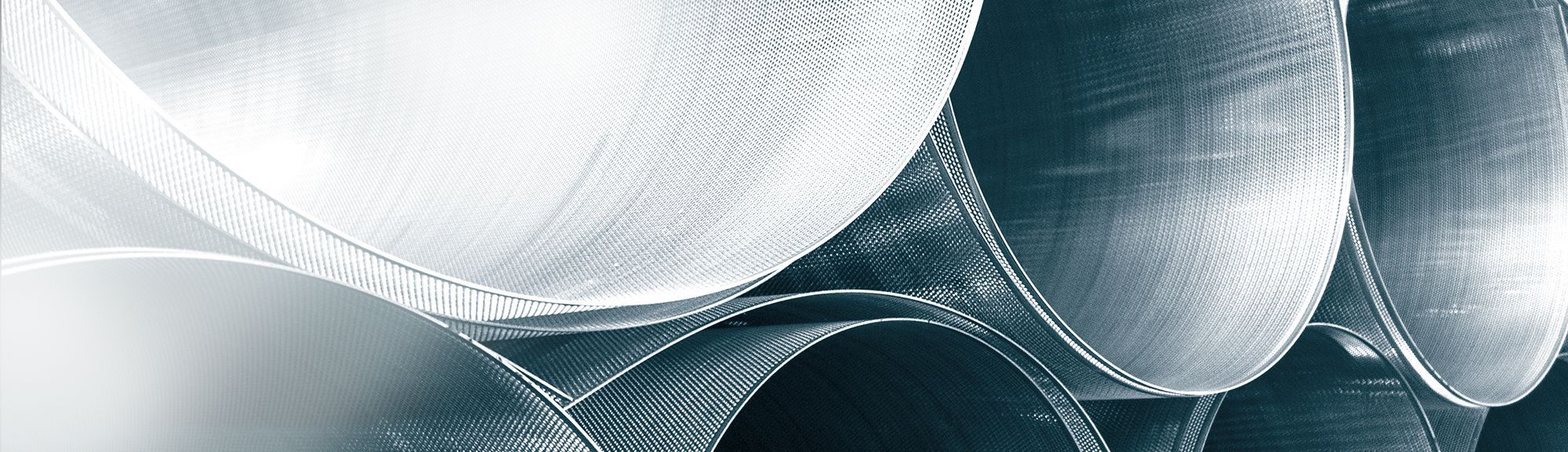
Filter tubes
for separation
This website uses cookies. Those have two functions: On the one hand they are providing basic functionality for this website. On the other hand they allow us to improve our content for you by saving and analyzing anonymized user data. You can redraw your consent to using these cookies at any time. Find more information regarding cookies on our Data Protection Declaration and regarding us on the Imprint.